Wie bei jedem Trennverfahren, treten auch beim Schneiden mit dem Laser fertigungsbedingt geringfügige Abweichungen zu den Fertigungsdaten auf. Diese kommen zum Beispiel durch kleinste Ungenauigkeiten bei der Bewegung der Laseranlage, Unregelmäßigkeiten im Material und bei der Strahlformung Zustande.
Damit die Laserteile trotzdem Ihren Anforderungen entsprechen, passgenau sitzen und vor allem in der Serienfertigung bzw. Massenproduktion austauschbar sind, werden zulässige Toleranzen zum Nennmaß bestimmt. Durch die Festlegung von geeigneten Fertigungstoleranzen lässt sich die gewünschte Genauigkeit eines Schneidteils eindeutig definieren, notwendige Spiel- oder Überpassung zwischen zwei Teilen festlegen und auch die Wirtschaftlichkeit der Fertigung optimieren. Dabei ergibt sich die Toleranz aus der Differenz von Höchstmaß zu Mindestmaß.
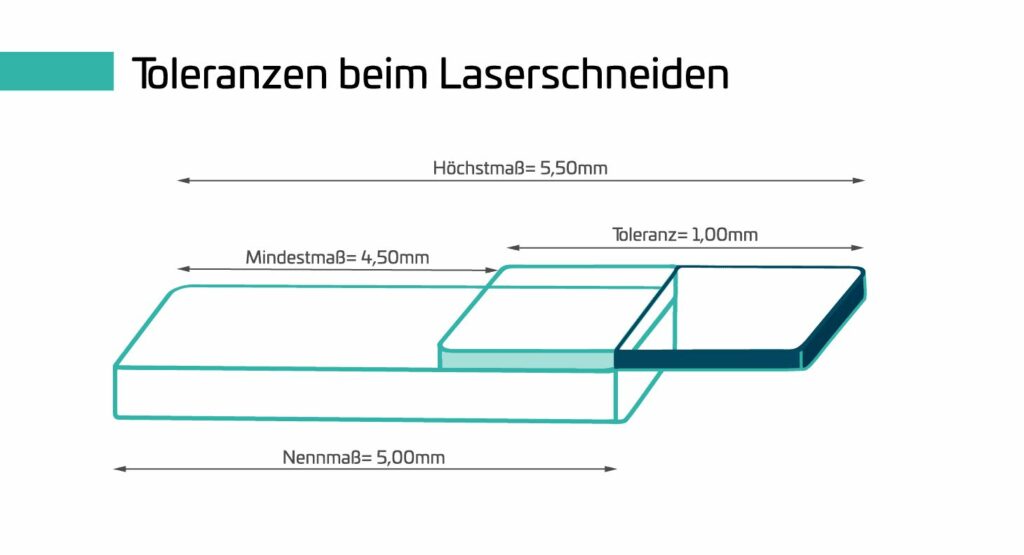
Die Toleranz ist also die zulässige Abweichung des Zuschnitts vom Nennmaß, die der Kunde dem Fertiger vorgibt. Das Istmaß des Laserschneidteils muss innerhalb der oberen und unteren Grenzmaße liegen. Falls keine expliziten Vorgaben durch den Kunden bestimmt sind, existieren Normen für allgemeine Fertigungstoleranzen.
Die DIN ISO 2768 fasst allgemein gültige Toleranzmaße zusammen, die auf vielen technischen Zeichnungen für die Tolerierung nicht separat tolerierter Maße und Winkel herangezogen werden. Also für Maße, die keine explizite Vorgabe für das Nennmaß und die zulässige Toleranz besitzen.
Innerhalb der DIN ISO 2768 existieren sogenannte Toleranzklassen, die unterschiedlich enge Toleranzen definieren. Die Allgemeintoleranzen sind wie folgt untergliedert:
Bei TEPROSA werden alle Schneidteile nach der Norm DIN ISO 2768-1 m (Allgemeintoleranzen) für das geometrische Maß gefertigt, wenn mit dem Kunden keine andere Vereinbarung getroffen wurde. Durch die vier möglichen Toleranzklassen fein (f), mittel (m), grob (g) und sehr grob (sg) wird die jeweilige Genauigkeit bei der Fertigung durch die DIN ISO 2768-1 definiert und vereinfacht.
| Toleranz- klasse |
Grenzabmaße in mm für Nennmaßbereich in mm | |||||||||
| < 0,5 | 0,5 bis 3 | über 3 bis 6 | über 6 bis 30 | über 30 bis 120 | über 120 bis 400 | über 400 bis 1000 | über 1000 bis 2000 | über 2000 bis 4000 | über 4000 bis 8000 | |
| f (fein) | ± 0,05 | ± 0,05 | ± 0,10 | ± 0,15 | ± 0,2 | ± 0,3 | ± 0,5 | – | – | |
| m (mittel) | ± 0,10 | ± 0,10 | ± 0,20 | ± 0,30 | ± 0,5 | ± 0,8 | ± 1,2 | ± 2 | ± 3 | |
| Toleranz- Klasse |
Grenzabmaße in mm für Nennmaßbereich in mm | |||||
| < 0,5 | 0,5 bis 3 | über 3 bis 6 | über 6 bis 30 | über 30 bis 120 | über 120 bis 400 | |
| f (fein) | ± 0,2 | ± 0,5 | ± 1,0 | ± 2,0 | ± 4,0 | |
| m (mittel) | ± 0,4 | ± 1,0 | ± 2,0 | ± 4,0 | ± 8,0 | |
Hinsichtlich der Geradheit beziehungsweise der Ebenheit kennt die DIN ISO 2768-2 die Toleranzklassen H, K und L.
| Toleranz- Klasse |
Allgemeintoleranzen für Geradheit und Ebenheit in mm für Nennmaßbereich mm | |||
| bis 100 | über 100 bis 300 |
über 300 bis 1000 |
über 1000 bis 3000 |
|
| H | 0,2 | 0,3 | 0,4 | 0,5 |
| K | 0,4 | 0,6 | 0,8 | 1 |
| L | 0,6 | 1 | 1,5 | 2 |
In der DIN EN ISO 9013 werden Standardtoleranzen für thermische Verfahren definiert. Neben dem Laserschneiden werden die Verfahren Plasmaschneiden und Autogenschneiden erwähnt. Mit der DIN EN ISO 9013-1 existiert eine weitere Norm, die für das Laserbrennschneiden relevante Vorgaben hinsichtlich der Toleranzen definiert.
| Werkstückdicke | Nennmaße | |||||||||
| > 0 bis | ≤ 3 bis | ≤ 10 bis | ≥ 35 bis | ≥ 125 bis | ≥ 315 bis | ≥ 1.000 bis | ≥ 2.000 bis | ≥ 4.000 bis | ≥ 6.000 bis | |
| < 3 | < 10 | < 35 | < 125 | < 315 | < 1.000 | < 2.000 | < 4.000 | < 6.000 | < 8.000 | |
| Grenzabmaße | ||||||||||
| > 0 bis ≤ 1 | ± 0,075 | ± 0,1 | ± 0,1 | ± 0,2 | ± 0,2 | ± 0,3 | ± 0,4 | ± 0,65 | ± 0,9 | ± 1,6 |
| > 1 bis ≤ 3,15 | ± 0,1 | ± 0,1 | ± 0,2 | ± 0,25 | ± 0,25 | ± 0,35 | ± 0,4 | ± 0,65 | ± 1 | ± 1,75 |
| > 3,15 bis ≤ 6,3 | ± 0,2 | ± 0,2 | ± 0,25 | ± 0,25 | ± 0,3 | ± 0,4 | ± 0,45 | ± 0,7 | ± 1,1 | ± 1,9 |
| > 6,3 bis ≤ 10 | — | ± 0,25 | ± 0,3 | ± 0,3 | ± 0,35 | ± 0,45 | ± 0,55 | ± 0,75 | ± 1,25 | ± 2,2 |
| > 10 bis ≤ 15 | — | ± 0,3 | ± 0,35 | ± 0,4 | ± 0,45 | ± 0,55 | ± 0,65 | ± 0,85 | ± 1,5 | ± 2,5 |
| > 15 bis ≤ 20 | — | ± 0,4 | ± 0,4 | ± 0,45 | ± 0,55 | ± 0,75 | ± 0,85 | ± 1,2 | ± 1,9 | ± 2,8 |
| > 20 bis ≤ 25 | — | ± 0,45 | ± 0,5 | ± 0,6 | ± 0,7 | ± 0,9 | ± 1,1 | ± 1,6 | ± 2,4 | ± 3,25 |
Wie man bei allen Maßangaben den Tabellen sieht, ist die Tolerierung stark abhängig von der Materialdicke. Je dicker ein Werkstoff ist, umso anspruchsvoller wird es, eine enge geometrische Toleranz umzusetzen.
Die DIN EN 10259 definiert Grenzen hinsichtlich der Ebenheit in für kaltgewalzte Bleche. Die folgenden Toleranzen werden bereits beim Ausgangsmaterial erreicht.
| Stärke | Toleranz |
| 0,4 mm | ± 0,04 mm |
| 0,5 – 0-6 mm | ± 0,05 mm |
| 0,7 – 1,0 mm | ± 0,06 mm |
| 1,2 – 1,25 mm | ± 0,08 mm |
| 1,5 – 2,0 mm | ± 0,10 mm |
| 2,5 – 3,0 mm | ± 0,12 mm |
| 3,5 – 4,0 mm | ± 0,14 mm |
| 4,5 – 6,0 mm | ± 0,15 mm |
Die DIN EN 10029 legt Grenzen hinsichtlich der Ebenheit in 1.000 mm und 2.000 mm Messlängen für warmgewalzte Bleche fest. Die folgenden Toleranzen werden bereits beim Ausgangsmaterial erreicht.
| Stärke | S235/S355/S355MC 1.4301/1.4404/1.4571 |
S690/S700MC/S960 HB400-500 |
| 3 bis < 5 | 9 | 12 |
| 5 bis < 8 | 8 | 11 |
| 8 bis < 15 | 7 | 10 |
| 15 bis < 25 | 7 | 10 |
| 25 bis < 40 | 6 | 9 |
| 40 bis < 250 | 5 | 8 |
Toleranzen für Federband und Präzisionsband gemäß EN ISO 9445-1:2010-06
| Nennbreite (w) | w < 125 | 125 ≤ w < 250 | 250 ≤ w < 600 | |||||||
| Nenndicke (t) größer oder gleich – kleiner als |
Normal | Fein (F) | Präzision (P) | Normal | Fein (F) | Präzision (P) | Normal | Fein (F) | Präzision (P) | |
| 0,05 | 0,1 | ± 0,10 · t | ± 0,06 · t | ± 0,04 · t | ± 0,12 · t | ± 0,10 · t | ± 0,08 · t | ± 0,15 · t | ± 0,10 · t | ± 0,08 · t |
| 0,1 | 0,15 | ± 0,010 | ± 0,008 | ± 0,006 | ± 0,015 | ± 0,012 | ± 0,008 | ± 0,020 | ± 0,015 | ± 0,010 |
| 0,15 | 0,2 | ± 0,015 | ± 0,010 | ± 0,008 | ± 0,020 | ± 0,012 | ± 0,010 | ± 0,025 | ± 0,015 | ± 0,012 |
| 0,2 | 0,25 | ± 0,015 | ± 0,012 | ± 0,008 | ± 0,020 | ± 0,015 | ± 0,010 | ± 0,025 | ± 0,020 | ± 0,012 |
| 0,25 | 0,3 | ± 0,017 | ± 0,012 | ± 0,009 | ± 0,025 | ± 0,015 | ± 0,012 | ± 0,030 | ± 0,020 | ± 0,015 |
| 0,3 | 0,4 | ± 0,020 | ± 0,015 | ± 0,010 | ± 0,025 | ± 0,020 | ± 0,012 | ± 0,030 | ± 0,025 | ± 0,015 |
| 0,4 | 0,5 | ± 0,025 | ± 0,020 | ± 0,012 | ± 0,030 | ± 0,020 | ± 0,015 | ± 0,035 | ± 0,025 | ± 0,018 |
| 0,5 | 0,6 | ± 0,030 | ± 0,020 | ± 0,014 | ± 0,030 | ± 0,025 | ± 0,015 | ± 0,040 | ± 0,030 | ± 0,020 |
| 0,6 | 0,8 | ± 0,030 | ± 0,025 | ± 0,015 | ± 0,035 | ± 0,030 | ± 0,018 | ± 0,040 | ± 0,035 | ± 0,025 |
| 0,8 | 1 | ± 0,030 | ± 0,025 | ± 0,018 | ± 0,040 | ± 0,030 | ± 0,020 | ± 0,050 | ± 0,035 | ± 0,025 |
| 1 | 1,2 | ± 0,035 | ± 0,030 | ± 0,020 | ± 0,045 | ± 0,035 | ± 0,025 | ± 0,050 | ± 0,040 | ± 0,030 |
| 1,2 | 1,5 | ± 0,040 | ± 0,030 | ± 0,020 | ± 0,050 | ± 0,035 | ± 0,025 | ± 0,060 | ± 0,045 | ± 0,030 |
| 1,5 | 2 | ± 0,050 | ± 0,035 | ± 0,025 | ± 0,060 | ± 0,040 | ± 0,030 | ± 0,070 | ± 0,050 | ± 0,035 |
| 2 | 2,5 | ± 0,050 | ± 0,035 | ± 0,025 | ± 0,070 | ± 0,045 | ± 0,030 | ± 0,080 | ± 0,060 | ± 0,040 |
| 2,5 | 3 | ± 0,060 | ± 0,045 | ± 0,030 | ± 0,070 | ± 0,050 | ± 0,035 | ± 0,090 | ± 0,070 | ± 0,045 |
Obwohl das Bearbeitungsverfahren mit dem Laser bereits sehr präzise ist, existieren Grenzen. Die Güte von Schnittkanten, vom Schnittspalt, die Winkelgenauigkeit, die Schnittqualität und die geometrische Genauigkeit im Allgemeinen hängen von diversen Einflussfaktoren ab. Um Ihnen ein perfektes Schneidteil liefern zu können, ist es ratsam, dass Ihre Konstruktion die folgenden Eckpunkte berücksichtigt.
Wir sind bestrebt unseren Kunden immer den besten Service und die höchste Qualität zu Ihrem Zielpreis zu bieten. Hier sind noch ein paar Hinweis, die für Sie relevant sein könnten.


TEPROSA GmbH, Paul-Ecke-Strasse 6, 39114 Magdeburg, Germany
Geschäftsführer & Gesellschafter der TEPROSA GmbH.
Paul-Ecke-Str. 6
39114 Magdeburg
Deutschland









{kind=link}