










Trennverfahren mit hoher Schneidgeschwindigkeit für dicke Materialien
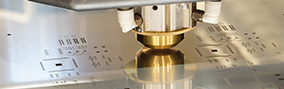
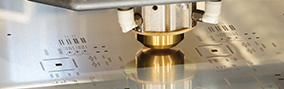
Das Brennschneiden (auch Laserstrahlbrennschneiden oder Laserbrennschneiden) ermöglicht eine wirtschaftliche und qualitative Bearbeitung von dicken Materialien und Werkstoffen mit hohen Schneidgeschwindigkeiten. Anders als beim Laserschmelzschneiden wird beim Laserbrennschneiden Sauerstoff als Prozessgas zur Unterstützung des Schneidvorgangs eingesetzt.
Dabei reagiert die durch den Laserstrahl im Werkstoff erzeugte Wärme mit dem zugeführten Sauerstoff. Die entstehende zusätzliche Energie begünstigt den eigentlichen Schneidprozess und ermöglicht die hohen Schneidgeschwindigkeiten. Die bei diesem Vorgang entstehende Schlacke wird durch das Schneidgas aus der Schnittfuge geblasen.
Telefonische Beratung: 0391 598184 70
E-Mail: anfrage@teprosa.de
» Materialien/ Werkstoffe für Laserbrennschneiden
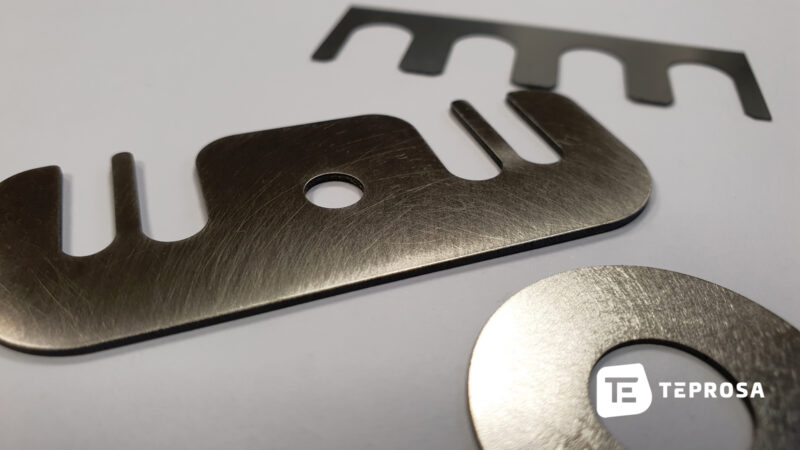
Anders als beim Schmelzschneiden, eignen sich nur eisenhaltige Materialien und Werkstoffen wie Metall für den Laserzuschnitt mittels Laserstrahlbrennschneiden. Ursächlich dafür ist die beim Brennschneiden benötigte exothermische Reaktion des Materials mit dem Schneidgas. Folgende Materialien trennen wir mit dem Verfahren bei TEPROSA:
Bleche und Folien – Materialstärke: 0,02 mm – 6,00 mm:
- Edelstahl
- Stahl
Bleche und Folien – Materialstärke: – 15,00 mm:
- Kohlenstoffstahl/ Karbonstahl; Materialstärke: – 15,00 mm
» Fertigungsbedingungen
Unsere Fertigungsbedingungen für das Laserbrennschneiden
- Minimale Schnittfugenbreite/ minimaler Spotdurchmesser: 0,04 mm*
- Wiederholgenauigkeit ±2µm
- Mikrostege ab 0,04 mm (kleine Verbindung zwischen Kontur und Blechtafel zur Verankerung der Zuschnitte)
- Schneidgeschwindigkeiten bis zu 50mm/s
- Schneidgasunterstützung bis 6 bar
- Sauerstoff
- Konturgenauigkeit: ± 0,01 mm*
- Bohrungen ab 0,05 mm
*abhängig vom Material/Werkstoff und dessen Materialstärke
» Individuelle Fertigung & Materialien
Wir haben eine große Auswahl an Materialien und Werkstoffen mit verschiedensten Legierungen lagerseitig verfügbar. Gerne bearbeiten wir aber auch von Ihnen beigestelltes Material, oder beschaffen Materialien und Werkstoffe nach Ihren Vorgaben und Wünschen von unseren langfristigen, erfahrenen Zulieferern.
Die Lieferung entsprechender Materialprüfzeugnisse zu Ihren Laserteilen ist nach Absprache jederzeit möglich. Für eine detaillierte Übersicht der gängigsten Materialien und Werkstoffe lohnt sich ein Blick in unsere Werkstoffübersicht.
Ihr Werkstoff ist nicht dabei? Sprechen Sie uns an. Unsere Experten beraten Sie gerne hinsichtlich der Materialauswahl und den Möglichkeiten der Technologie. Bei Bedarf führen wir gerne Schneidtests mit Ihrem Wunschmaterial durch und geben Ihnen eine professionelle Bewertung der Eignung zur Laserbearbeitung Ihres Materials.
» Informationen für Einkäufer
Als Dienstleister für den B2B-Bereich ist es für uns selbstverständlich, Ihnen ein zu Ihrer Anfrage passendes, schriftliches Angebot entsprechend unserer allgemeinen Geschäftsbedingungen zu unterbreiten. Dabei treten wir selbstverständlich auch als Langzeitlieferant für Sie auf. Hier finden Sie weiterführende Links und hilfreiche Angaben für Einkäufer:
» Anfrage ohne CAD-Daten
Sie können auch ohne CAD-Daten eine Anfrage für das Laser-Brennschneiden online platzieren. Geben Sie dazu einfach die geometrischen Daten, sowie das gewünschte Material Ihres Werkstücks in unser Online-Anfrage-Formular ein. Unsere Experten prüfen Ihre Daten und nehmen dann umgehend mit Ihnen Kontakt auf, um Ihnen schnellstmöglich ein attraktives Fertigungsangebot unterbreiten zu können.
» Geheimhaltung & Datensicherheit
Die Sicherheit Ihrer Daten garantieren wir Ihnen – falls Sie dennoch im Vorfeld eine Geheimhaltungsvereinbarung benötigen, können Sie sich hier unser Formular zur Geheimhaltung herunterladen. Gerne prüfen wir auch Ihre hauseigene Vereinbarung. Bitte schicken Sie uns diese dazu einfach per E-Mail an: einkauf@teprosa.de
{kind=link}
{kind=link}