![]()
Laserschneiden ist ein innovatives Trennverfahren, das kompromisslose Präzision ermöglicht. Das Verfahren findet daher immer dann Verwendung, wenn es auf den Millimeter ankommt. Wie der Prozess im Detail funktioniert, welche Vorteile & Möglichkeiten er bietet, haben wir in dieser Übersicht zusammengefasst.
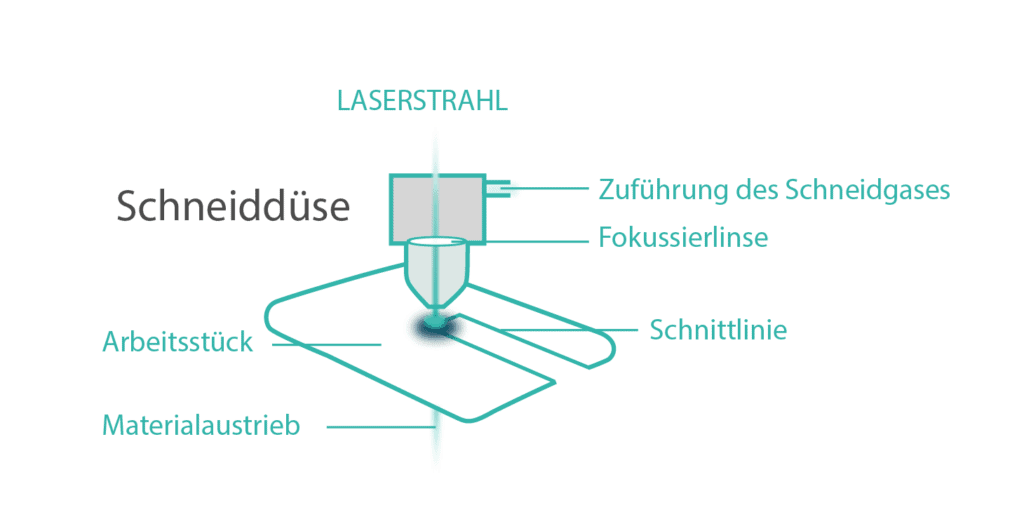
Laserschneiden gehört neben dem Plasma- und dem Autogenschneiden, zu den thermischen Trennverfahren. Beim Schneiden mit dem Laser wird Licht über eine sogenannte Strahlführung / Schneiddüse und den Bearbeitungskopf (Fokussieroptik) zu einem Strahl gebündelt und so als stark fokussierter Laserstrahl auf die Materialoberfläche des zu bearbeitenden Werkstücks gelenkt.
Das Material wird durch den Laserstrahl so stark erhitzt, dass es schmilzt oder verdampft. Die dabei entstehenden Dämpfe und die Schmelze wird dann mit einem Prozessgas ausgetrieben. Bei Faserlasern (Spezieller Bautyp des Festkörperlasers), wird dabei in der Laserstrahlquelle ein Laserstrahl im mittleren Infrarotbereich mit einer Wellenlänge von 1.064 nm erzeugt und über eine längliche Faser verstärkt.
Das Laserschneiden gliedert sich in die Verfahren Laserbrennschneiden, Laserschmelzschneiden und Lasersublimierschneiden. Je nach Laserverfahren kommen verschiedene Prozessgase zum Einsatz, die den Schneidprozess unterstützen oder verstärken. Das Grundprinzip aller Verfahren, die beim Laserschneiden mit dem Faserlaser zum Einsatz kommen, ist identisch. Trotzdem hat jedes Verfahren ganz spezielle Eigenschaften.
Beim Laserschmelzschneiden wird der Werkstoff durch einen fokussierten Laserstrahl aufgeschmolzen und vom verwendeten Schneidgas aus der Schnittfuge geblasen. Schmelzschneiden (auch als Laserstrahlschneiden bezeichnet) ist das bevorzugte Schneidverfahren für die Bearbeitung von Edelstahl und verschiedenen Aluminiumlegierungen.
Das Prozessgas, meist Stickstoff, schützt die Schnittkante dabei aufgrund seiner reaktionsarmen Eigenschaften (inertes Gas) vor einer ungewollten Oxidation. Man spricht auch vom Glanzschnitt.
Der thermische Eintrag auf das Lasermedium ist eher gering. So entstehen saubere, nahezu gratfreie Schnittkanten und Laserteile fast ohne Verzug und Grat. Eine Nachbearbeitung der so gefertigten Teile ist häufig nicht notwendig.
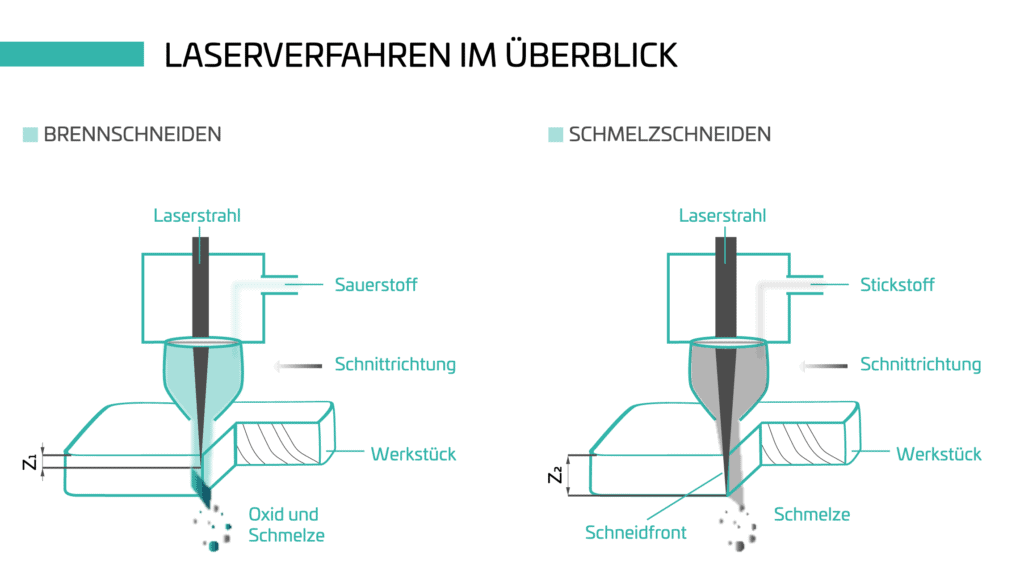
Beim Laser-Brennschneiden (auch als Laserstrahlschneiden bezeichnet) wird Sauerstoff als Schneidgas verwendet. Das zu bearbeitende Material wird im ersten Schritt durch den Laserstrahl erwärmt. Im zweiten Schritt wird das Schneidgas in die Schnittfuge geblasen und das Material durch die unterstützende Wirkung des Sauerstoffs verbrannt.
Der Sauerstoff erfüllt dabei zwei Funktionen, er reagiert mit dem zuvor erhitzten Material und entfernt das flüssige Oxid aus der Schneidfuge.
Aufgrund der chemischen Reaktion kommt es beim Laserstrahl-Brennschneiden zu einer geringen Gratbildung an den Schneidkanten, die bei stärkeren Folien nachträglich entfernt werden muss.
Beim Laser-Sublimationsschneiden verdampft das zu bearbeitende Material unmittelbar durch die Bearbeitung mit dem Laserstrahl. Der entstehende Dampf wird dann durch das Schneidgas, meistens Stickstoff, ausgeblasen. Beim Sublimationsschneiden entsteht kein Grat an den Kanten.
Diese Materialien eignen sich zum Laserschneiden:
| Bezeichnung | Materialgüte | Anmerkung |
|---|---|---|
| Baustahl | 1.0330, DC01 1.0338, DC04 |
unlegierte Qualitätsstähle |
| C-Stahl/ Kohlenstoffstahl | 1.1274, C100S C75S |
Federbandstahl ohne Korrosionsbeständigkeit, magnetisch |
| Edelstahl V2A | 1.4301 1.4316 |
rostfreie, austenitische Standardedelstähle |
| Edelstahl V4A | 1.4404 | korrosions-, säure- und hochtemperaturkorrosionsbeständige Edelstähle |
| Federstahl | 1.4310 | rostfreie, gut korrosionsbeständige, austenitische Federstähle |
| Edelstahl | 1.4828 | austenitische Standardedelstähle |
| Edelstahl | 1.4016 | nichtrostender, ferritischer Stahl magnetisch |
| Bezeichnung | Materialgüte | Anmerkung |
|---|---|---|
| Aluminium | AW-5754 (AlMg3), AW-1050A (Rein-aluminium), AW 6082 (AlSi1MgMn) |
leichtes, relativ weiches Material, korrosionsbeständig, gute Verform- und Schweißbarkeit |
| Titan | Ti | leichtes, passivierbares und biokompatibles Material, häufiger Einsatz in der Medizintechnik |
| Bezeichnung | Materialgüte | Anmerkung |
|---|---|---|
| Bronze | CW452K | Korrosions- und verschleißfest, hohe Festigkeit und Härte |
| Kupfer | CW004A, CW008A, CW024A |
gute elektrische Leitfähigkeit, korrosionsbeständig, gute Kalt- und Warmumformbarkeit, geeignet für Hart- und Weichlöten |
| Kupfer-Nickel | sehr korrosionsbeständig, gut schweißbar |
|
| Messing | CW508L, CW612N | gute elektrische Leitfähigkeit, gute Kaltumformbarkeit, gute Federeigenschaften |
| Nickel | Nickel, MU-Metall | äußerst korrosionsbeständig, ferromagnetische Eigenschaften |
| Bezeichnung | Materialgüte | Anmerkung |
|---|---|---|
| Siliziumnitrid | Si3N4 | extrem belastbar, hohe Temperaturstabilität, sehr hohe Thermoschockbeständigkeit |
Wie bei jedem Trennverfahren, treten auch beim Schneiden mit dem Laser fertigungsbedingt geringfügige Abweichungen zu den Fertigungsdaten auf. Diese kommen zum Beispiel durch kleinste Ungenauigkeiten bei der Bewegung der Laseranlage, Unregelmäßigkeiten im Material und bei der Strahlformung Zustande.
Damit die Laserteile trotzdem ihren Anforderungen entsprechen, passgenau sitzen und vor allem in der Serienfertigung bzw. Massenproduktion austauschbar sind, werden zulässige Toleranzen zum Nennmaß bestimmt. Durch die Festlegung von geeigneten Fertigungstoleranzen lässt sich die gewünschte Genauigkeit eines Schneidteils eindeutig definieren, notwendige Spiel- oder Überpassung zwischen zwei Teilen festlegen und auch die Wirtschaftlichkeit der Fertigung optimieren. Dabei ergibt sich die Toleranz aus der Differenz von Höchstmaß zu Mindestmaß.
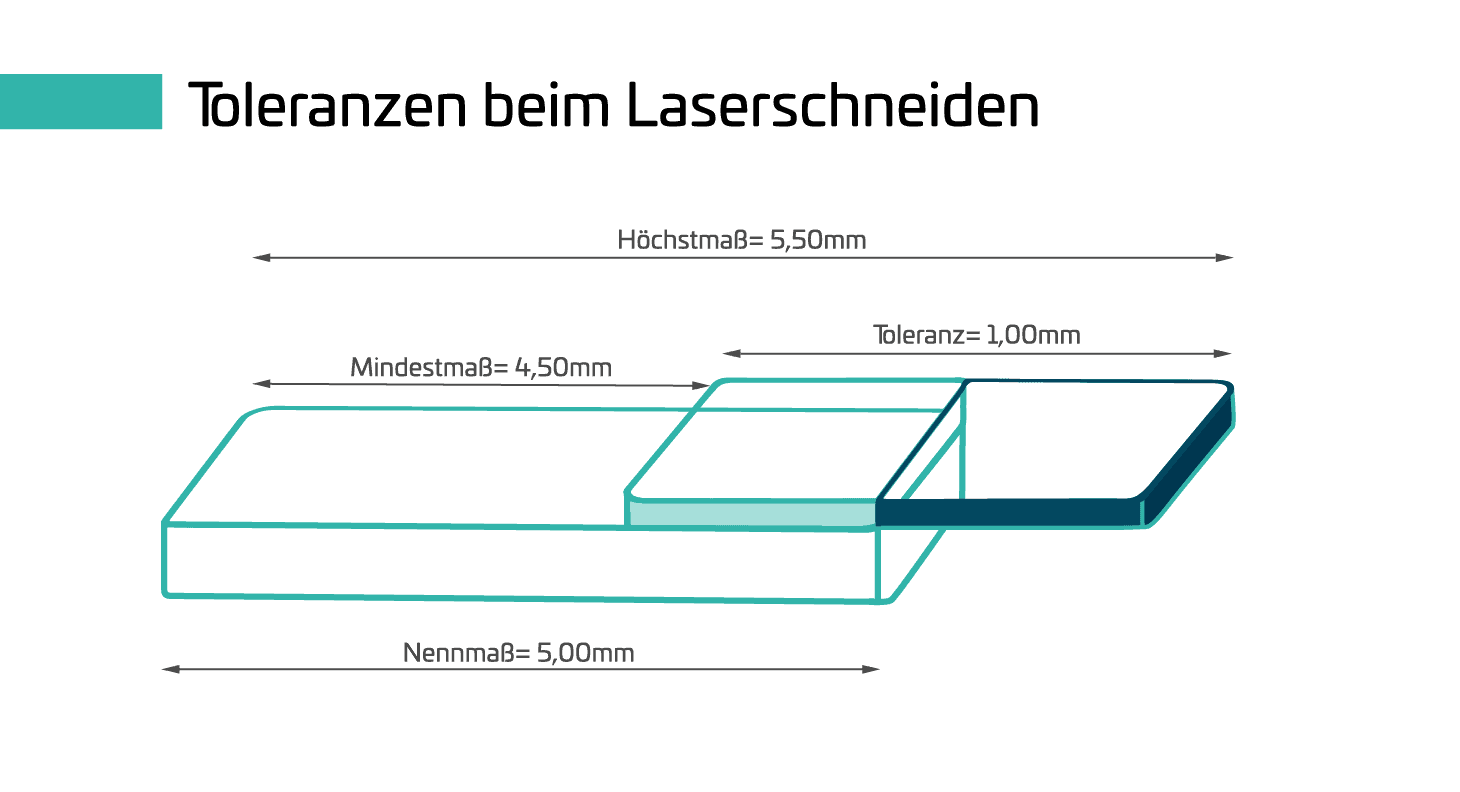
Die Toleranz ist also die zulässige Abweichung des Zuschnitts vom Nennmaß, die der Kunde dem Fertiger vorgibt. Das Istmaß des Laserschneidteils muss innerhalb der oberen und unteren Grenzmaße liegen. Falls keine expliziten Vorgaben durch den Kunden bestimmt sind, existieren Normen für allgemeine Fertigungstoleranzen.
Die DIN ISO 2768 fasst allgemein gültige Toleranzmaße zusammen, die auf vielen technischen Zeichnungen für die Tolerierung nicht separat tolerierter Maße und Winkel herangezogen werden. Also für Maße, die keine explizite Vorgabe für das Nennmaß und die zulässige Toleranz besitzen.
Innerhalb der DIN ISO 2768 existieren sogenannte Toleranzklassen, die unterschiedlich enge Toleranzen definieren. Die Allgemeintoleranzen sind wie folgt untergliedert:
Bei TEPROSA werden alle Schneidteile nach der Norm DIN ISO 2768-1 m (Allgemeintoleranzen) für das geometrische Maß gefertigt, wenn mit dem Kunden keine andere Vereinbarung getroffen wurde. Durch die vier möglichen Toleranzklassen fein (f), mittel (m), grob (g) und sehr grob (sg) wird die jeweilige Genauigkeit bei der Fertigung durch die DIN ISO 2768-1 definiert und vereinfacht.
| Toleranz- klasse |
Grenzabmaße in mm für Nennmaßbereich in mm | |||||||||
| < 0,5 | 0,5 bis 3 | über 3 bis 6 | über 6 bis 30 | über 30 bis 120 | über 120 bis 400 | über 400 bis 1000 | über 1000 bis 2000 | über 2000 bis 4000 | über 4000 bis 8000 | |
| f (fein) | ± 0,05 | ± 0,05 | ± 0,10 | ± 0,15 | ± 0,2 | ± 0,3 | ± 0,5 | – | – | |
| m (mittel) | ± 0,10 | ± 0,10 | ± 0,20 | ± 0,30 | ± 0,5 | ± 0,8 | ± 1,2 | ± 2 | ± 3 | |
| Toleranz- Klasse |
Grenzabmaße in mm für Nennmaßbereich in mm | |||||
| < 0,5 | 0,5 bis 3 | über 3 bis 6 | über 6 bis 30 | über 30 bis 120 | über 120 bis 400 | |
| f (fein) | ± 0,2 | ± 0,5 | ± 1,0 | ± 2,0 | ± 4,0 | |
| m (mittel) | ± 0,4 | ± 1,0 | ± 2,0 | ± 4,0 | ± 8,0 | |
Hinsichtlich der Geradheit beziehungsweise der Ebenheit kennt die DIN ISO 2768-2 die Toleranzklassen H, K und L.
| Toleranz- Klasse |
Allgemeintoleranzen für Geradheit und Ebenheit in mm für Nennmaßbereich mm | |||
| bis 100 | über 100 bis 300 |
über 300 bis 1000 |
über 1000 bis 3000 |
|
| H | 0,2 | 0,3 | 0,4 | 0,5 |
| K | 0,4 | 0,6 | 0,8 | 1 |
| L | 0,6 | 1 | 1,5 | 2 |
In der DIN EN ISO 9013 werden Standardtoleranzen für thermische Verfahren definiert. Neben dem Laserschneiden werden die Verfahren Plasmaschneiden und Autogenschneiden erwähnt. Mit der DIN EN ISO 9013-1 existiert eine weitere Norm, die für das Laserbrennschneiden relevante Vorgaben hinsichtlich der Toleranzen definiert.
| Werkstückdicke | Nennmaße | |||||||||
| > 0 bis | ≤ 3 bis | ≤ 10 bis | ≥ 35 bis | ≥ 125 bis | ≥ 315 bis | ≥ 1.000 bis | ≥ 2.000 bis | ≥ 4.000 bis | ≥ 6.000 bis | |
| < 3 | < 10 | < 35 | < 125 | < 315 | < 1.000 | < 2.000 | < 4.000 | < 6.000 | < 8.000 | |
| Grenzabmaße | ||||||||||
| > 0 bis ≤ 1 | ± 0,075 | ± 0,1 | ± 0,1 | ± 0,2 | ± 0,2 | ± 0,3 | ± 0,4 | ± 0,65 | ± 0,9 | ± 1,6 |
| > 1 bis ≤ 3,15 | ± 0,1 | ± 0,1 | ± 0,2 | ± 0,25 | ± 0,25 | ± 0,35 | ± 0,4 | ± 0,65 | ± 1 | ± 1,75 |
| > 3,15 bis ≤ 6,3 | ± 0,2 | ± 0,2 | ± 0,25 | ± 0,25 | ± 0,3 | ± 0,4 | ± 0,45 | ± 0,7 | ± 1,1 | ± 1,9 |
| > 6,3 bis ≤ 10 | — | ± 0,25 | ± 0,3 | ± 0,3 | ± 0,35 | ± 0,45 | ± 0,55 | ± 0,75 | ± 1,25 | ± 2,2 |
| > 10 bis ≤ 15 | — | ± 0,3 | ± 0,35 | ± 0,4 | ± 0,45 | ± 0,55 | ± 0,65 | ± 0,85 | ± 1,5 | ± 2,5 |
| > 15 bis ≤ 20 | — | ± 0,4 | ± 0,4 | ± 0,45 | ± 0,55 | ± 0,75 | ± 0,85 | ± 1,2 | ± 1,9 | ± 2,8 |
| > 20 bis ≤ 25 | — | ± 0,45 | ± 0,5 | ± 0,6 | ± 0,7 | ± 0,9 | ± 1,1 | ± 1,6 | ± 2,4 | ± 3,25 |
Wie man bei allen Maßangaben den Tabellen sieht, ist die Tolerierung stark abhängig von der Materialdicke. Je dicker ein Werkstoff ist, umso anspruchsvoller wird es, eine enge geometrische Toleranz umzusetzen.
Die DIN EN 10259 definiert Grenzen hinsichtlich der Ebenheit in für kaltgewalzte Bleche. Die folgenden Toleranzen werden bereits beim Ausgangsmaterial erreicht.
| Stärke | Toleranz |
| 0,4 mm | ± 0,04 mm |
| 0,5 – 0-6 mm | ± 0,05 mm |
| 0,7 – 1,0 mm | ± 0,06 mm |
| 1,2 – 1,25 mm | ± 0,08 mm |
| 1,5 – 2,0 mm | ± 0,10 mm |
| 2,5 – 3,0 mm | ± 0,12 mm |
| 3,5 – 4,0 mm | ± 0,14 mm |
| 4,5 – 6,0 mm | ± 0,15 mm |
Die DIN EN 10029 legt Grenzen hinsichtlich der Ebenheit in 1.000 mm und 2.000 mm Messlängen für warmgewalzte Bleche fest. Die folgenden Toleranzen werden bereits beim Ausgangsmaterial erreicht.
| Stärke | S235/S355/S355MC 1.4301/1.4404/1.4571 |
S690/S700MC/S960 HB400-500 |
| 3 bis < 5 | 9 | 12 |
| 5 bis < 8 | 8 | 11 |
| 8 bis < 15 | 7 | 10 |
| 15 bis < 25 | 7 | 10 |
| 25 bis < 40 | 6 | 9 |
| 40 bis < 250 | 5 | 8 |
Toleranzen für Federband und Präzisionsband gemäß EN ISO 9445-1:2010-06
| Nennbreite (w) | w < 125 | 125 ≤ w < 250 | 250 ≤ w < 600 | |||||||
| Nenndicke (t) größer oder gleich – kleiner als |
Normal | Fein (F) | Präzision (P) | Normal | Fein (F) | Präzision (P) | Normal | Fein (F) | Präzision (P) | |
| 0,05 | 0,1 | ± 0,10 · t | ± 0,06 · t | ± 0,04 · t | ± 0,12 · t | ± 0,10 · t | ± 0,08 · t | ± 0,15 · t | ± 0,10 · t | ± 0,08 · t |
| 0,1 | 0,15 | ± 0,010 | ± 0,008 | ± 0,006 | ± 0,015 | ± 0,012 | ± 0,008 | ± 0,020 | ± 0,015 | ± 0,010 |
| 0,15 | 0,2 | ± 0,015 | ± 0,010 | ± 0,008 | ± 0,020 | ± 0,012 | ± 0,010 | ± 0,025 | ± 0,015 | ± 0,012 |
| 0,2 | 0,25 | ± 0,015 | ± 0,012 | ± 0,008 | ± 0,020 | ± 0,015 | ± 0,010 | ± 0,025 | ± 0,020 | ± 0,012 |
| 0,25 | 0,3 | ± 0,017 | ± 0,012 | ± 0,009 | ± 0,025 | ± 0,015 | ± 0,012 | ± 0,030 | ± 0,020 | ± 0,015 |
| 0,3 | 0,4 | ± 0,020 | ± 0,015 | ± 0,010 | ± 0,025 | ± 0,020 | ± 0,012 | ± 0,030 | ± 0,025 | ± 0,015 |
| 0,4 | 0,5 | ± 0,025 | ± 0,020 | ± 0,012 | ± 0,030 | ± 0,020 | ± 0,015 | ± 0,035 | ± 0,025 | ± 0,018 |
| 0,5 | 0,6 | ± 0,030 | ± 0,020 | ± 0,014 | ± 0,030 | ± 0,025 | ± 0,015 | ± 0,040 | ± 0,030 | ± 0,020 |
| 0,6 | 0,8 | ± 0,030 | ± 0,025 | ± 0,015 | ± 0,035 | ± 0,030 | ± 0,018 | ± 0,040 | ± 0,035 | ± 0,025 |
| 0,8 | 1 | ± 0,030 | ± 0,025 | ± 0,018 | ± 0,040 | ± 0,030 | ± 0,020 | ± 0,050 | ± 0,035 | ± 0,025 |
| 1 | 1,2 | ± 0,035 | ± 0,030 | ± 0,020 | ± 0,045 | ± 0,035 | ± 0,025 | ± 0,050 | ± 0,040 | ± 0,030 |
| 1,2 | 1,5 | ± 0,040 | ± 0,030 | ± 0,020 | ± 0,050 | ± 0,035 | ± 0,025 | ± 0,060 | ± 0,045 | ± 0,030 |
| 1,5 | 2 | ± 0,050 | ± 0,035 | ± 0,025 | ± 0,060 | ± 0,040 | ± 0,030 | ± 0,070 | ± 0,050 | ± 0,035 |
| 2 | 2,5 | ± 0,050 | ± 0,035 | ± 0,025 | ± 0,070 | ± 0,045 | ± 0,030 | ± 0,080 | ± 0,060 | ± 0,040 |
| 2,5 | 3 | ± 0,060 | ± 0,045 | ± 0,030 | ± 0,070 | ± 0,050 | ± 0,035 | ± 0,090 | ± 0,070 | ± 0,045 |
Obwohl das Bearbeitungsverfahren mit dem Laser bereits sehr präzise ist, existieren Grenzen. Die Güte von Schnittkanten, vom Schnittspalt, die Winkelgenauigkeit, die Schnittqualität und die geometrische Genauigkeit im Allgemeinen hängen von diversen Einflussfaktoren ab. Um Ihnen ein perfektes Schneidteil liefern zu können, ist es ratsam, dass Ihre Konstruktion die folgenden Eckpunkte berücksichtigt.
Das Laserschneiden gilt gemeinhin als wirtschaftliches und präzises Trennverfahren von Metallen und vielen anderen Werkstoffen. Zu den immer wieder aufgeführten Vorteilen gehört die Präzision, die Wirtschaftlichkeit und die Vielseitigkeit. Aber worin liegen die Vorteile genau? Wir wollen heute einmal näher auf die oft beschriebenen Vorteile beim Laserschneiden eingehen.

Zu den wichtigsten Argumenten des Laserschneidens gehört die Präzision und die Qualität der Laserteile. Die exakte Laserstrahlführung, die hohe Leistungsdichte und eine hohe Schneidgeschwindigkeit ermöglichen unter Einsatz der entsprechenden Schneidgase hoch präzise Konturgenauigkeiten von ± 0,01 mm, exakte, fast rechtwinklige Schnittkanten und saubere Schnittflächen.
Je nach Materialstärke sind zudem enge Schnittfugen (Schnittspalt) von 0,03 mm möglich. Im Gegensatz zu konkurrierenden Trennverfahren kommt es beim Laserschneiden nicht zum Kontakt von Schneidwerkzeug und Werkstück. Der Laserstrahl bearbeitet das Material berührungslos und mit einer geringen thermischen Belastung.
Darüber hinaus zeichnet sich das Laserschneiden durch eine hervorragende Qualität der erzeugten Werkstücke aus. Der Laserstrahl der Laserschneidanlagen wird so stark fokussiert, dass der Schnittspalt nur geringfügig größer ist als der Laserstrahl selbst. So lassen sich feinste Geometrien mit Toleranzen von ± 0,1 Millimeter erzeugen und vervielfältigen. Die Schneidkanten sind beim Laserschneiden so sauber, dass eine Nachbearbeitung häufig nicht notwendig ist.
Ein weiterer Vorteil der Technologie ist ihre Vielseitigkeit. Laserschneiden stellt ein High-Tech-Werkzeug zum präzisen Durchtrennen von Stahlblech und Metall (Leicht- und Schwermetall), Keramik, Kunststoff, Textil und sogar für vieler Faserverbundwerkstoffen dar. Kein anderes Trennverfahren kann bei so vielen Materialien so effektiv und einfach eingesetzt werden.
Darüber hinaus beherrschen viele Laserschneidanlagen nicht nur das reine Schneiden, sondern auch das Laserbohren und Gravieren. Mit einem Rüstungsvorgang können also durch die Kombination der Verfahren verschiedene Prozesse zur Bearbeitung eines Laserteils durchgeführt werden. Das erhöht die Präzision und die Wirtschaftlichkeit und verringert die Fehlerwahrscheinlichkeit durch mehrmaliges Rüsten und Ausrichten.
Auch bei der Wirtschaftlichkeit kann sich das Laserschneiden auszeichnen. Aufgrund der hohen Schneidgeschwindigeiten und des kleinen Schnittspalts können Bleche beim Laserschneiden schnell und effizient bearbeitet werden. Eine vergleichbare Materialausnutzung wird bei keinem anderen Verfahren erzielt.
Darüber hinaus wird bei Laserschneiden kein Werkzeug benötigt, was nicht nur geringen Rüstungs- und Verschleißkosten zur Folge hat. Ein weiterer entscheidender Vorteil ist auch, dass Geometrien jederzeit kurzfristig geändert und angepasst werden können. Durch die einfache Übertragung der Auftragsdaten auf die Lasermaschine kann ein Auftrag innerhalb kürzester Zeit nach Beauftragung und mit sehr geringen Rüstkosten gestartet werden.
Da Laserteile meist sehr saubere und nahezu gratfreie Schnittkanten aufweisen, ist eine kostspielige und aufwände Nachbearbeitung in vielen Fällen nicht nötig.
Mit modernen Lasersystemen können Bleche von mehreren Metern Länge und Breite bearbeitet werden. Bei TEPROSA liegt der Fokus eher auf der Bearbeitung kleinerer bis mittelgroßer filigraner Bauteile. Wir können Bleche mit maximaler Abmaße von 1,0 m x 1,5 m verarbeiten. Bei der Materialstärke sind wir abhängig vom Werkstoff in der Lage bis zu 8 mm starke Bleche zu trennen.
Die starke Fokussierung des Laserstrahls ermöglicht minimale Schnittfugen von bis zu 0,03 mm bei einem Spotdurchmesser von ebenfalls 0,03 mm. Die Wiederholgenauigkeit unserer Lasersysteme liegt bei ±2µm. Bei Schneidgeschwindigkeiten von bis zu 50 mm/s erreichen wir mit Schneidgasunterstützung (Sauerstoff, Stickstoff, Druckluft) eine Konturgenauigkeit von ± 0,01 mm.
Unsere Fertigungsbedingungen für die üblichen Materialien sind:
Laserschneiden ist ein Trennverfahren, das komplett ohne Werkzeugkosten auskommt. Schon allein diese Tatsache, macht es gegenüber konkurrierenden Verfahren häufig günstiger. Aber wie teuer ist das Laserschneiden denn nun wirklich? Wir haben hier einmal die wichtigsten Kostenfaktoren für das Schneiden mit einem Faserlaser zusammengetragen.
Wenn man die Kostentreiber schon bei der Konstruktion der Laserteile im Blick hat, kann man die Wirtschaftlichkeit der Fertigung enorm steigern. Wir verraten wie!
Im Folgenden wollen wir die einzelnen Faktoren für den späteren Preis der Laserteile einmal im Detail betrachten.
| Das Material | Es gibt viele verschiedene Materialien, die sich für das Laserschneiden eignen. Dabei liegen die unterschiedlichen Werkstoffe auch preislich teilweise weit auseinander. Die Auswahl eines passenden Materials ist nicht immer ganz einfach, aber im Hinblick auf den Einsatz und die Kosten des Laserteils entscheidend. |
| Die Materialdicke/ Materialstärke | Die Materialstärke bedingt neben der Schneidgeschwindigkeit auch den zeitlichen Aufwand für den Einstich des Laserstrahl in den Werkstoff. Zwei Faktoren, die den Preis erheblich beeinflussen. |
| Die Schneidgeschwindigkeit/ der Vorschub | Je nach Werkstoff und je nachdem, wie dick das zu schneidende Material ist, kann der Laser mit einer begrenzten Schneidgeschwindigkeit arbeiten. Langsame Geschwindigkeiten bedingen automatisch eine längere Fertigungsdauer und führen zu höheren Kosten. |
| Die Schnittlänge | Die Länger der Außenkontur eines Schneidteils ergibt die Schnittlänge, also den Fahrweg, den der Laser für die Fertigung eines Teils zurücklegen muss. Damit ist die Schnittlänge mit verantwortlich für die Fertigungsdauer. |
| Die Bauteilfläche | Die Bauteilfläche bedingt den Materialverbrauch. Bei besonders ungünstigen Konturen (z.B. Kreise), lässt sich der Verschnitt nur bedingt optimieren. |
| Die Schnittgenauigkeit | Grundsätzlich erfordern höhere Genauigkeiten einer geringere Schneidgeschwindigkeit. Ist eine höhere Genauigkeit der Laserteile gefordert, muss der Vorschub mit der die Laseranlage arbeitet also reduziert werden. |
| Die Komplexität des Bauteils | Die Komplexität eines Bauteils wirkt sich häufig negativ auf gleich mehrere der oben benannten Faktoren aus. So kann zum Beispiel eine Kontur mit vielen Details und engen Kurven dazu führen, dass der Laser immer wieder abbremsen muss und so seine maximale Geschwindigkeit nur auf einem geringen Teil des Fahrwegs erreicht. Auch eine Vielzahl notwendiger Einstiche, z.B. bei Bauteilen mit vielen Bohrungen erhöht die Bearbeitungsdauer. Auch eine Vielzahl notwendiger Einstiche, z.B. bei Bauteilen mit vielen Bohrungen erhöht die Bearbeitungsdauer. |
Um die Schneidkosten eines Laserteils zu ermitteln, wird als Kalkulationsbasis der sogenannten Maschinenstundensatz herangezogen. Unterschiedliche Maschinen haben aufgrund unterschiedlicher Anschaffungs- und Betriebskosten unterschiedliche Maschinenstundensätze. Um den Preis für das Laserteil zu kalkulieren, werden die folgenden Parameter berücksichtigt:
| Materialkosten | Was kostet das Blech im Einkauf? Wie häufig wird es zur Fertigung verwendet? Wie viel Verschnitt entsteht bei einer optimalen Platzierung? |
| Maschinenstundensatz | Was kostet die Maschine im Einsatz pro Stunde? |
| Personalstundensatz | Wie viel manueller Aufwand (z.B. Rüstkosten, Nachbearbeitung usw.) ist notwendig, um das Schneidteil zu fertigen? |
| Gemeinkosten | Wie hoch liegen die Gemeinkosten, die zwar nicht direkt in die Fertigung des Laserteils einfließen, aber auf die Fertigung umgelegt werden müssen? |
| Rüstkosten | Wie hoch ist der Aufwand die Maschine für die Fertigung des Laserteils vorzubereiten? Wie viele Teile werden gefertigt? Bei der Einzelteilfertigung sind die Anteiligen Rüstkosten am höchsten, bei großen Serienaufträgen verschwindend gering. |
| Keine Werkzeugkosten | Anders als z.B. beim Stanzen oder Fräsen, wird für das Laserschneiden kein Werkzeug benötigt. Der Laserstrahl als „alleiniges Werkzeug“ kann für jedes individuelle Bauteil verwendet werden. Investitions- und Instandhaltungskosten für Werkzeuge werden also komplett eingespart. Diesen finanziellen Vorteil können die konkurrierenden Verfahren häufig nicht mehr aufholen. |
Wie bereits weiter oben erläutert, führt eine hohe Komplexität der Bauteile schnell zu hohen Schneidzeiten und damit zu hohen Preisen. Wo die Komplexität benötigt wird, kann dieser Umstand aber natürlich nicht ignoriert werden.
Ganz anders sieht es häufig mit allgemeinen Fertigungstoleranzen und technischen Anforderungen an Laserzuschnitte aus. Hier kann eine ungenaue Angabe oder eine überzogene Konstruktionszeichnung die Kosten für das Laserschneiden schnell unnötig erhöhen.
Nachdem Sie jetzt alles über die Funktionsweise von Laserschneidanlagen und dem Prozess des Laserschneidens erfahren haben, können Sie direkt mit Ihrer Online-Anfrage für Laserteile bei TEPROSA beginnen. Nutzen Sie unser Online-Anfrage-Formular, um Ihre Anfrage jederzeit ohne zusätzlichen Aufwand über unsere Website zu platzieren. Laden Sie einfach Ihre Fertigungsdaten auf unseren Server und hinterlegen Sie den von Ihnen gewünschten Werkstoff / das gewünschte Material.

TEPROSA GmbH, Paul-Ecke-Strasse 6, 39114 Magdeburg, Germany
Geschäftsführer & Gesellschafter der TEPROSA GmbH.
Paul-Ecke-Str. 6
39114 Magdeburg
Deutschland









{kind=link}